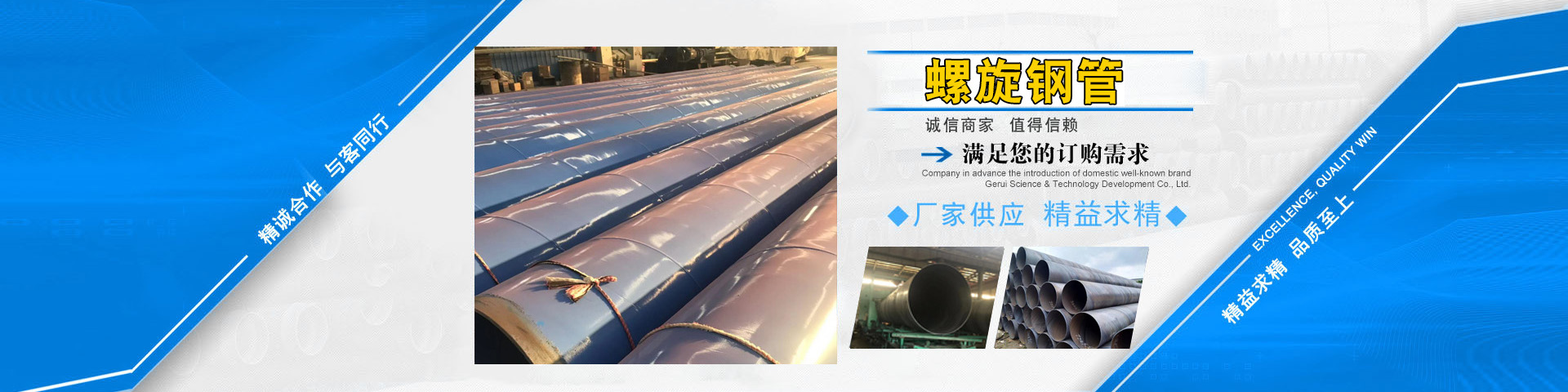
РГЮпdn800ЕФТна§ИжЙмвЛИљЖрГЄМлИёвЛАуЖрЩй
РГЮпТна§ИжЙмЯжЛѕ
ИпЦЕжБЗьКИЙмQ345B6Зж*2.3ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B6Зж*2.5ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B6Зж*2.75ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B1Дч*1.6ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B1Дч*1.8ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B1Дч*2.0ЙњБъДѓСПДѓСПЕчвщБОГЇ
РГЮпТна§ИжЙмМђНщЯжгаТна§ИжЙмЩњВњЯпЪЎШ§ЬѕЃЌЁ
РГЮпТна§ИжЙмЯжЛѕ
| ИпЦЕжБЗьКИЙм | Q345B | 6Зж*2.3 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 6Зж*2.5 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 6Зж*2.75 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 1Дч*1.6 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 1Дч*1.8 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 1Дч*2.0 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |

РГЮпТна§ИжЙмМђНщ
ЯжгаТна§ИжЙмЩњВњЯпЪЎШ§ЬѕЃЌИжЙмЗРИЏМАБЃЮТЩњВњЯпИївЛЬѕЁЃТна§ИжЙмЩњВњЗЖЮЇЮЊІЕ219-ІЕ3500mmЃЌБкКёЮЊ6-28mmЃЌПЩжДааБъзМАќРЈSY/T5037-2000ЁЂGB/T9711-2011ЃЌ API Spec 5L,ЃЌASM A252ЕШЃЌ ВФжЪQ235ABЁЂ16MnЁЂL245- L415КЭB, X42-X80МЖИжАхЁЃЙЋЫОЗРИЏБЃЮТЙЄГЬАќРЈИїжжИжжЪЙмЕРЕЅВуКЭЫЋВуШлНсЛЗбѕЗлФЉЃЈFBEЃЉ;ЫЋВуОлввЯЉЃЈ2PEЃЉКЭШ§ВуОлввЯЉЃЈ3PEЃЉ;ЫЋВуОлБћЯЉЃЈ2PPЃЉ;КЭШ§ВуОлБћЯЉЃЈ3PPЃЉЭтЭПЗѓЃЌФкЭтЭПЫмЕШЗРИЏЙЄГЬЁЃДЫЭтЃЌЛЙЬсЙЉИїжжЭПСЯЗРИЏЃКGZ-2ИпЗжзгЭПСЯЗРИЏЃЛБћЯЉЫсЭПСЯЗРИЏЃЛИжЙмФкБкIPN8710ЮоЖОЭПСЯЗРИЏ;гаЛњЙшФЭИпЮТЭПСЯЗРИЏЃЛЛЗбѕУКСЄЧрЗРИЏЁЂЛЗбѕЪїжЌЗРИЏ;ЫЎФрЩГНЌФкГФЕШЗРИЏЁЃЗРИЏжДааБъзМгаЃКDIN30670ЁЂDIN30671ЁЂAWWA C210ЁЂCECS10-89ЁЂQ/CNPC38-2000ЁЂSY/T0414ЁЂSY/T0315ЁЂSY/T0447ЁЂSY/T0413ЁЂCJ/T114ЁЂCJ/T120ЕШЁЃ БЃЮТЙЄГЬПЩГаЕЃКкЛЦМаПЫОлАБѕЅБЃЮТЁЂбвУоБЃЮТЁЂЙшЫсИЦБЃЮТЁЂЙшЫсТСБЃЮТЁЂЙшЫсУОБЃЮТЕШвЛЯЕСаБЃЮТВњЦЗЁЃ
МЏЭХЯШНјЕФЩњВњЙЄвеЁЂЭъЩЦЕФМьВтЩшБИЁЂбЯИёЕФЙ§ГЬПижЦШЗБЃСЫЙЋЫОВњЦЗжЪСПЕФПЩППадКЭЮШЖЈадЃЌЫљЩшМЦжЦдьЕФВњЦЗШЁЕУСЫЙњМвЃЈбЙСІЙмЕРЃЉЬижжЩшБИжЦдьаэПЩжЄЃЛЭЈЙ§СЫУРЙњЪЏгЭбЇЛсШЯжЄЃЌЛёЕУСЫAPI 5LВњЦЗЕФЛсБъЪЙгУаэПЩжЄЃЛЭЈЙ§СЫ ISO 9000 жЪСПЙмРэЬхЯЕШЯжЄЃЌOHSAS 18001 жАвЕНЁПЕАВШЋЙмРэЬхЯЕШЯжЄЃЌISO 14001ЛЗОГЙмРэЬхЯЕШЯжЄЃЌжаЪЏгЭЃЈФмдД1КХЭјЃЉЁЂжаЪЏЛЏКЯИёЙЉгІЩЬЁЃЮвЙЋЫОВњЦЗжївЊгУгкЪЏгЭЁЂЬьШЛЦјЁЂКНЬьЁЂдьДЌЁЂУКЬПЁЂЛЏЙЄЁЂЦћГЕжЦдьЕШСьгђЃЌБЛЙуЗКгУгкжаЪЏгЭЁЂжаДЌжиЙЄЁЂФЯЫЎББЕїЁЂЮїЦјЖЋЪфЁЂКгФЯТхбєаЁРЫлцЁЂОЉЛІИпЬњЕШЙњМвДѓаЭжиЕуЙЄГЬЕШЁЃгХжЪЕФВњЦЗЪмЕНЙњФкЭтЙуДѓгУЛЇЕФвЛжТаХРЕКЭКУЦРЁЃдкЗўЮёЙњФкЪаГЁЕФЭЌЪБЃЌжТСІгкПЊЭиЙњМЪЪаГЁЃЌВњЦЗГЩЙІЯњЭљжаЖЋЁЂФЯбЧЁЂББУРЁЂФЯУРМАЖэТоЫЙЕШЙњМвКЭЕиЧјЁЃ
ЭЌЪБЃЌМЏЭХЙЋЫОЛЙгыЕБЕиЦфЫћвЛаЉИжЙмжЦдьЙЋЫОБЃГжзХШЋУцЕФеНТдКЯзїЙиЯЕЃЌетаЉЙЋЫОАќРЈДяСІЦеЮоЗьЪЏгЭзЈгУЙмЙЋЫОЃЌАТРЖЕТжБЗьТёЛЁКИИжЙмЙЋЫОЃЌГЄЗсERWИжЙмжЦдьЙЋЫОЕШПЩвдЮЊПЭЛЇЬсЙЉШЋЗНЮЛЕФИжЙмВњЦЗЗўЮёЃЌВњЦЗжЪСПвВЕУЕНСЫГфЗжЕФБЃеЯЁЃ
ЖрФъРДЃЌЙЋЫОЪМжеМсГжАбПЭЛЇЗХдкЕквЛЮЛЃЌНЈСЂЦ№СЫВњЦЗЪлЧАЁЂЪлжаЁЂЪлКѓЗўЮёЙцЗЖЃЌШЋЗНЮЛЁЂШЋЙ§ГЬТњзуЙЫПЭвЊЧѓЃЌЪЙЮвУЧЕФВњЦЗКЭЗўЮёЩюЕУЙЫПЭЕФаХРЕЃЌгыЙЫПЭНЈСЂЦ№СЫГЄЦкКЯзїКЭЛЅРћЙиЯЕЁЃЙЋЫОСЌајЖрФъБЛЪЁЪаеўИЎЦРЮЊЁАЪЎМбгХауЦѓвЕЁБЁЂБЛЙњМвОУГЮЏЁЂЙњМвЙЄЩЬзмОжЕШЪЎВПЮЏЪкгшЁАШЋЙњАйМвжиКЯЭЌЪиаХгУЦѓвЕЁБЁЂЁАШЋЙњжЪСПЗўЮёЪОЗЖЕЅЮЛЁБЁЂБЛжаЙњХЉвЕвјааКгББЪЁЗжааЪкгшЁАAAAМЖаХгУЦѓвЕЁБЕШШйгўГЦКХЃЌЁАЮхжоЁБХЦВњЦЗвВБЛЦРЮЊЁАКгББЪЁУћХЦВњЦЗЁБЁЂЁАжаЙњИжЙмЪЎМбУћгХЦЗХЦЁБЁЃ
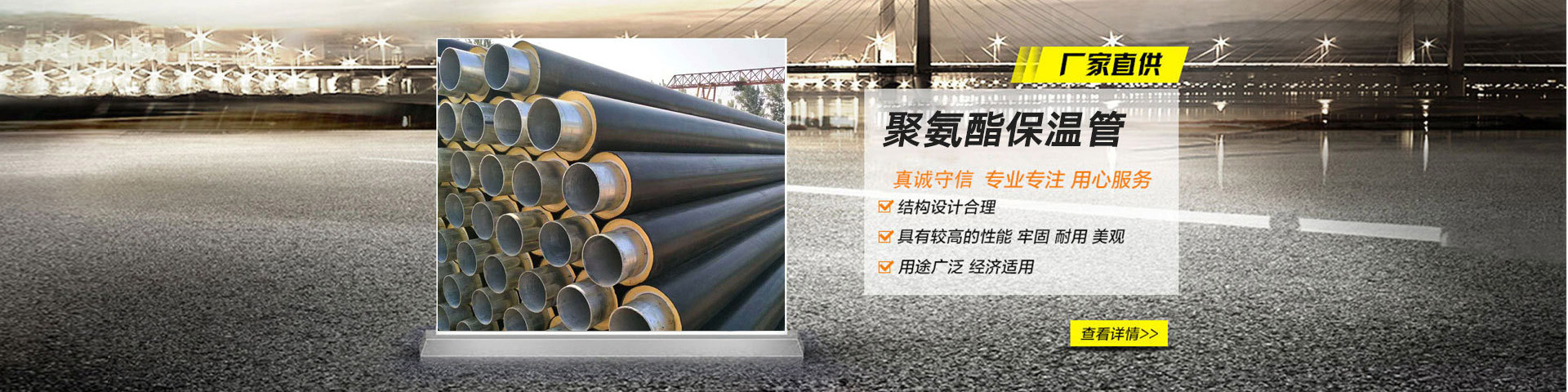
РГЮпТна§ИжЙмаТЮХ
ЁЁЁЁТна§КИЙмЪЧШчКЮЯћГ§ДХадЕФФи?ПЭЛЇХѓгбУЧФуУЧжЊЕРТ№?ЯТУцОЭгЩТна§КИЙмГЇМвЕФММЪѕШЫдБЮЊДѓМвНВНтвЛЯТЃЌЯЃЭћФмЖдФњгаЫљАяжњЁЃ
ЁЁЁЁ1)дкВйзїЩЯЪЪЕБЕїНкКИЬѕЧуНЧЃЌНЋКИЬѕГЏЦЋДЕЗНЯђЧуаБ;
ЁЁЁЁ2)ЪЪЕБИФБфКИМўЩЯНгЕиЯпЮЛжУЃЌОЁПЩФмЪЙЕчЛЁжмЮЇЕФДХСІЯпОљдШЗжВМ;
ЁЁЁЁ3)ВЩгУЗжЖЮЭЫКИЗЈвдМАЖЬЛЁКИЗЈЃЌвВФмгааЇЕиПЫЗўДХЦЋДЕ;
Тна§КИЙм
ЁЁЁЁ4)АВЗХВњЩњЖдГЦДХГЁЕФЬњДХВФСЯЃЌОЁСПЪЙЕчЛЁжмЮЇЕФЬњДХЮяжЪЗжВМОљдШ;
ЁЁЁЁ5)ВЩгУНЛСїКИНгДњЬцжБСїКИНгЁЃЕБВЩгУНЛСїЕчКИНгЪБЃЌвђБфЛЏЕФДХГЁдкЕМЬхжаВњЩњИагІЕчСїЃЌЖјИагІЕчСїЫљВњЩњЕФДХГЁЯїШѕСЫКИНгЕчСїЫљв§Ц№ЕФДХГЁЃЌДгЖјПижЦСЫДХЦЋДЕ;
ЁЁЁЁ6)МѕЩйКИМўЩЯЕФЪЃДХЁЃКИМўЩЯЕФЪЃДХжївЊЪЧдзгДХГыХХСаећЦыгаађЖјдьГЩЕФЁЃЮЊЮЩТвКИМўЕФДХГыХХСаДяЕНМѕЩйЛђЗРжЙДХЦЋДЕЕФФПЕФЃЌПЩЖдКИМўЩЯДцдкЪЃДХЕФВПЮЛЃЌНјааОжВПМгШШЃЌМгШШЮТЖШЮЊ250ЁЋ300ЁцЁЃОЩњВњЪЙгУШЅДХаЇЙћСМКУЁЃДЫЭтдкКИМўЕФЪЃДХВПЮЛЃЌЭтМгДХЬњЦНКтДХГЁЁЃ
ЁЁЁЁ7)гУЗДЯћДХЗЈЁЃМДШУКИМўВњЩњЯрЗДДХГЁРДЕжЯћКИМўЩЯЕФЪЃДХЃЌДгЖјПЫЗўКЭЯћГ§ДХЦЋДЕЖдКИНгЕчЛЁЕФгАЯьЁЃ
|